기술자료 파워록 선정 및 절차
선정 순서나 주의사항 등을 보시고 싶은 분은 아래로 진행하십시오.
제품 시리즈의 좁히기나 가선정을 희망하시는 분은
여기를 클릭하십시오.
사용 조건이 정해져 상세한 선정을 희망하시는 분은
여기를 클릭하십시오.
EL 시리즈 선정
1. 최대 발생 토크와 최대 발생 스러스트 하중 확인
발생하는 전달 용량에 서비스 요소 예상하여 최대 발생 토크와 최대 발생 스러스트 하중을 구합니다.
※서보 모터·스테핑 모터의 체결의 경우는, 각각의 최대 토크(피크 토크)를 최대 발생 토크(Tmax)로 해 주십시오
| SI 단위 |
|---|
|
Tmax = 9550 × H n ・f Tmax = 최대 발생 토크(N·m)
|
| 중력 단위 |
|---|
|
Tmax = 974 × H n ・f Tmax = 최대 발생 토크(kgf·m)
|
Pmax = Pax・f
- Pmax: 최대 발생 스러스트 하중 kN{kgf}
- Pax: 스러스트 하중 kN{kgf}
- f: 서비스 요소
f: 서비스 요소
| 부하 상태 | 서비스 요소 | |
|---|---|---|
| 충격이 없는 원활한 부하 | 관성 소 | 1.5~2.5 |
| 가벼운 충격이 있는 하중 | 관성 중 | 2.0~4.0 |
| 큰 충격이 있는 하중 | 관성대 | 3.0~5.0 |
토크만 걸리는 경우
이상으로부터 구한 Tmax와 카탈로그 전달 토크 M t를 비교합니다.
M t ≧ Tmax → 사용할 수 있습니다.
M t < Tmax → 형번 업 혹은 복수개 사용을 검토해 주십시오.
토크와 스러스트 하중이 동시에 가해지는 경우
합성 부하 M R을 계산하고 전달 토크 M t와 비교합니다.
MR = Tmax2 + (Pmax × d 2 )2
- Tmax : 최대 발생 토크 N·m{kgf·m}
- Pmax : 최대 발생 스러스트 하중 N{kgf}
- d:축경 m
이상으로부터 구한 M R과 카탈로그 전달 토크 M t를 비교합니다.
M t ≧ M R → 사용할 수 있습니다.
M t < M R → 형번 업 혹은 복수개 사용을 검토해 주십시오.
* 본 시리즈는 여러 개로 사용할 수 있습니다. 여러 개 사용하는 경우의 전달 토크는 M t에 아래 표의 배율을 곱해 주십시오.
| 사용 개수 | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| 배율 | 1 | 1.55 | 1.85 | 2 |
2. 유효가압력, 전달토크, 면압값 산정
(1) 필요 전달 토크 값 Mt가 「형번과 제원」에 나타내는 전달 토크 값 [Mt]과 다른 경우.
다음 식에 의해 필요 유효 가압력 Fe, 스러스트 하중 Pax, 면압값 P, P'를 산출해 주십시오.
- C 1 = Mt / [Mt] (필요 전달 토크 비율)
- Fe = C 1 × [Fe] N{kgf} (유효 가압력)
- F = Fo + Fe N{kgf} (전 가압력)
- Pax = C 1 × [Pax] N{kgf} (스러스트 하중)
- P = C 1 × [P] MPa{kgf/mm 2} (축 측면압)
- P' = C 1 × [P'] MPa{kgf/mm 2} (보스 측면압)
- Mt:필요 전달 토크값 N・m{kgf・m}
Fo, [Fe], [Mt], [Pax], [P']는 「형번와 제원」을 참조해 주십시오.
(2) 필요 유효 가압력 Fe가 「형번과 제원」에 나타내는 유효 가압력 [Fe]과 다른 경우.
다음으로 전달 토크값 Mt, 스러스트 하중 Pax, 면압 P, P'를 산출해 주십시오.
- C 2 = Fe / [Fe] (필요 유효 가압력 비율)
- Mt = C 2 × [Mt] N·m{kgf·m} (전달 토크)
- Pax = C 2 × [Pax] N{kgf} (스러스트 하중)
- P = C 2 × [P] MPa{kgf/mm 2} (축 측면압)
- P' = C 2 × [P'] MPa{kgf/mm 2} (보스 측면압)
- Fe : 필요 유효 가압력 N{kgf}
Fo, [Fe], [Mt], [Pax], [P']는 「형번와 제원」을 참조해 주십시오. 주) 0.25 ≤ C 2 ≤ 2
(3) 파워록 EL을 복수조 시리즈에 배열한 경우.
다음 식에 의해 전달 토크 Mtz, 스러스트 하중 Paxz, 면압 Pz, P'z를 산출해 주십시오. (z: 파워록 EL 열수)
- Mtz = S・Mt1
- Paxz = S・Pax1
- Pz = P 1 (축측)
- P'z = P' 1 (보스측)
Mt 1, Pax 1, P' 1은 열수 1조시의 값
| Z | S |
|---|---|
| 1 | 1 |
| 2 | 1.55 |
| 3 | 1.85 |
| 4 | 2 |
3. 축과 보스의 검토
파워록 EL 자체에는 센터링 기능이 없습니다. 센터링은 축과 보스 사이의 센터링용 가이드부에서 실시해 주십시오.
센터링용 가이드부의 길이는 d/2 이상이 적당합니다만, 필요 정밀도에 따라 센터링용 가이드부 공차를 결정해 주십시오.
(1) 재료 강도 검토
보스 및 축은 다음 식을 만족하는 강도를 가진 재질의 것을 사용하십시오.
σ0.2S≧ 1.4 × P σ0.2B≧ 1.4 × P'
- σ 0.2S, σ 0.2B: 축 및 보스 재료의 항복점 MPa{kgf/mm 2}
- P, P': 축 및 보스 구멍에 작용하는 면압 MPa{kgf/mm 2}
철강재료의 강도 일람표에는, 대표적인 철강재료의 항복점의 값을 나타내고 있으므로, 참조해 주십시오.
(2) 보스 필요 외경 D N 및 중공 축 허용 구멍 직경 d B의 검토
사용하는 보스는 다음 식으로 산정하는 DN 이상의 외경 치수가 필요합니다. 또, 중공축을 사용하는 경우에는 다음 식으로 산정하는 d B 이내의 구멍 직경의 것을 사용해 주십시오.
(a) 볼트를 보스측에 설치하는 경우
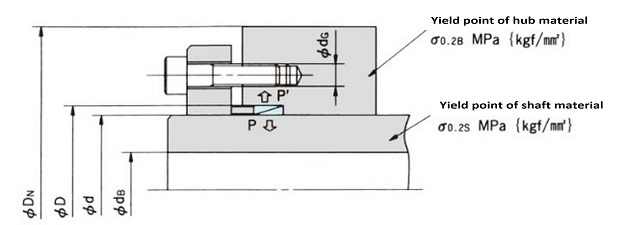
DN ≧ D σ0.2B + 0.8 × P' σ0.2B - 0.8 × P' + dG
dB ≦ d σ0.2S - 1.2 × P σ0.2S
(b) 볼트를 축측에 설치하는 경우
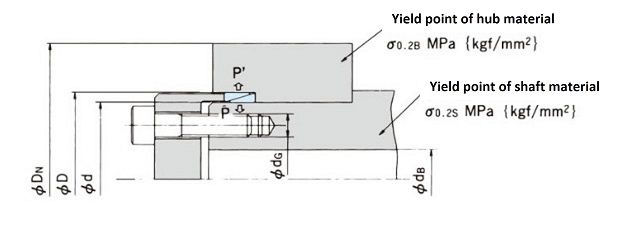
DN ≧ D σ0.2B + 0.6 × P' σ0.2B - 0.6 × P'
dB ≦ d σ0.2S - 1.6 × P σ0.2S - dG
P, P': 축측 및 보스측의 면압 MPa{kgf/mm 2}
4. 체결 볼트의 선정
(1) 볼트의 강도 클래스와 기계적 성질
볼트의 강도 등급과 기계적 특성은 여기를 참조하십시오. 가능한 한 클래스 10.9, 12.9 볼트를 사용하는 것이 좋습니다.
외부 진동에 느슨해지기 어려운 효과가 있습니다. 클래스 12.9 볼트를 사용하여 클래스 10.9의 체결 토크로 사용할 수 있습니다.
(2) 좌면압의 검토
클래스 10.9, 12.9의 볼트를 사용하시는 경우는 볼트좌면의 면압을 검토해 주십시오.
좌면압이 다음 표에 나타내는 한계면압을 넘으면 좌면의 함몰 변형이 시간과 함께 진행되어 볼트는 축력을 잃어 느슨해지는 원인이 됩니다.
좌면압이 한계면압을 넘는 경우는, 가압 플랜지의 기계 강도를 업(재질을 바꾸거나 열처리를 실시한다)하거나, 볼트의 체결력을 작게 하여 좌면의 함몰이 작아지도록 해 주십시오. 좌면면적 및 좌면압의 계산은 다음 식과 같습니다.
좌 면적 = As = π 4 (D 2- da 2 max) mm 2
- D:볼트 두경(자료 참조) mm
- da max:수하R 이후 원의 지름(자료 참조) mm
- 좌면압 Ps = Fv / As MPa{kgf/mm 2}
- FV:체결력 N{kgf}
각종 재료의 한계면압(Junker)
| 소재 | 기계적 성질 | 한계면압 Pw MPa{kgf/mm 2} |
||||||
|---|---|---|---|---|---|---|---|---|
| 이름 | 독일 표준 |
상당 JIS |
인장 강도 MPa{kgf/mm 2} |
압축 항복점 MPa{kgf/mm 2} |
||||
| 저탄소강 | St37 | S10C | 346 | 35.3 | 272 | 27.9 | 294 | 30 |
| 중탄소강 | St50 | S30C | 505 | 51.5 | 329 | 33.6 | 490 | 50 |
| 열처리 탄소강 | C45 | S45C (조질) |
721 | 73.6 | 478 | 48.8 | 882 | 90 |
| 주철 | GG22 | - | 228 | 23.3 | 443 | 45.2 | 980 | 100 |
5. 가압 기구의 설계
가압 플랜지에는 볼트 체결 시에 큰 응력이 걸리므로, 소성 변형이 생기지 않도록 충분한 강도를 가진 재료를 사용하여 여유가 있는 설계를 하십시오.
이하, 당사가 추천하는 가압 기구의 설계 계산식을 나타내므로 참조해 주십시오.
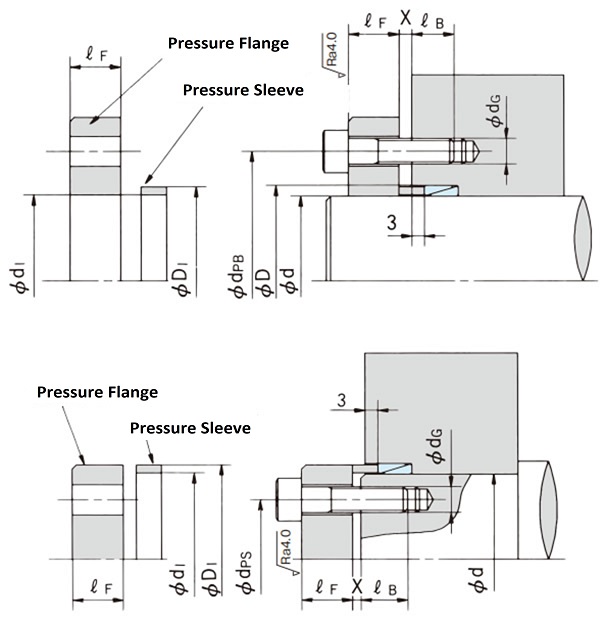
d 1, D 1, X 치수는 아래 표에 나타내므로 참조하십시오.
형번 d XD mm |
격차 X 파워록 EL 열수 |
가압 슬리브・ 가압 플랜지 치수 |
||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | d1 | D1 | |
| PL010X013E | 2 | 2 | 3 | 3 | 10.1 | 12.9 |
| PL011X014E | 2 | 2 | 3 | 3 | 11.1 | 13.9 |
| PL012X015E | 2 | 2 | 3 | 3 | 12.1 | 14.9 |
| PL013X016E | 2 | 2 | 3 | 3 | 13.1 | 15.9 |
| PL014X018E | 3 | 3 | 4 | 5 | 14.1 | 17.9 |
| PL015X019E | 3 | 3 | 4 | 5 | 15.1 | 18.9 |
| PL016X020E | 3 | 3 | 4 | 5 | 16.1 | 19.9 |
| PL017X021E | 3 | 3 | 4 | 5 | 17.1 | 20.9 |
| PL018X022E | 3 | 3 | 4 | 5 | 18.1 | 21.9 |
| PL019X024E | 3 | 3 | 4 | 5 | 19.2 | 23.8 |
| PL020X025E | 3 | 3 | 4 | 5 | 20.2 | 24.8 |
| PL022X026E | 3 | 3 | 4 | 5 | 22.2 | 25.8 |
| PL024X028E | 3 | 3 | 4 | 5 | 24.2 | 27.8 |
| PL025X030E | 3 | 3 | 4 | 5 | 25.2 | 29.8 |
| PL028X032E | 3 | 3 | 4 | 5 | 28.2 | 31.8 |
| PL030X035E | 3 | 3 | 4 | 5 | 30.2 | 34.8 |
| PL032X036E | 3 | 3 | 4 | 5 | 32.2 | 35.8 |
| PL035X040E | 3 | 3 | 4 | 5 | 35.2 | 39.8 |
| PL036X042E | 3 | 3 | 4 | 5 | 36.2 | 41.8 |
| PL038X044E | 3 | 3 | 4 | 5 | 38.2 | 43.8 |
| PL040X045E | 3 | 4 | 5 | 6 | 40.2 | 44.8 |
| PL042X048E | 3 | 4 | 5 | 6 | 42.2 | 47.8 |
| PL045X052E | 3 | 4 | 5 | 6 | 45.2 | 51.8 |
| PL048X055E | 3 | 4 | 5 | 6 | 48.2 | 54.8 |
| PL050X057E | 3 | 4 | 5 | 6 | 50.2 | 56.8 |
| PL055X062E | 3 | 4 | 5 | 6 | 55.2 | 61.8 |
| PL056X064E | 3 | 4 | 5 | 7 | 56.2 | 63.8 |
| PL060X068E | 3 | 4 | 5 | 7 | 60.2 | 67.8 |
| PL063X071E | 3 | 4 | 5 | 7 | 63.2 | 70.8 |
| PL065X073E | 3 | 4 | 5 | 7 | 65.2 | 72.8 |
| PL070X079E | 3 | 5 | 6 | 7 | 70.3 | 78.7 |
| PL071X080E | 3 | 5 | 6 | 7 | 71.3 | 79.7 |
| PL075X084E | 3 | 5 | 6 | 7 | 75.3 | 83.7 |
| PL080X091E | 4 | 5 | 6 | 8 | 80.3 | 90.7 |
| PL085X096E | 4 | 5 | 6 | 8 | 85.3 | 95.7 |
| PL090X101E | 4 | 5 | 6 | 8 | 90.3 | 100.7 |
| PL095X106E | 4 | 5 | 6 | 8 | 95.3 | 105.7 |
| PL100X114E | 4 | 6 | 7 | 9 | 100.3 | 113.7 |
| PL110X124E | 4 | 6 | 7 | 9 | 110.3 | 123.7 |
| PL120X134E | 4 | 6 | 7 | 9 | 120.3 | 133.7 |
| PL130X148E | 5 | 7 | 9 | 11 | 130.4 | 147.6 |
| PL140X158E | 5 | 7 | 9 | 11 | 140.4 | 157.6 |
| PL150X168E | 5 | 7 | 9 | 11 | 150.4 | 167.6 |
(1) 볼트 피치 서클 직경 dp B, dp S mm
- (d = Φ10 ~ Φ30의 경우) dp B = D + 8 + d G dp S = d - 8 - d G
- (d = Φ32 ~ Φ150의 경우) dp B = D + 10 + d G dp S = d - 10 - d G
단, 가압 플랜지를 보스측에 설치하는 경우, 볼트 개수는 dp B 원주상에 설치 가능한 최대 개수의 1/2 이하로 해 주십시오.
(2) 가압 플랜지의 두께ℓFmm
ℓF ≧ 2 × dG
(3) 가압 플랜지의 강도 (σ 0.2F)
- 클래스 8.8의 토크로 볼트를 조이는 경우... σ0.2F ≧ 294 MPa{30kgf/mm 2} (S35C 상당)
- 클래스 10.9의 토크로 볼트를 조이는 경우... σ0.2F ≧ 343 MPa{35kgf/mm 2} (S45C 상당)
- 클래스 12.9의 토크로 볼트를 조이는 경우... σ0.2F ≧ 392 MPa{40kgf/mm 2} (S55C 상당)
σ0.2F: 가압 플랜지의 항복점 MPa{kgf/mm 2}
(4) 나사부 맞물림 길이ℓ B mm
ℓB ≧ 1.5 × dG
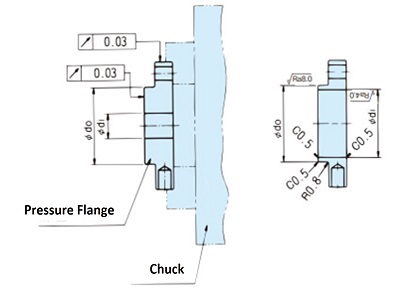
가압 플랜지 가공 예
X : 가압 플랜지와 보스단 또는 축단 사이의 링 가압시에 필요한 최소 시메시로로 표에는 파워록 EL 열수에 따른 값을 나타냅니다.