기술자료 타이밍 벨트 타이밍 풀리 자료
풀리와 축 체결
(1) 키 고정에 의한 방법
아래 표의 축 구멍과 축의 맞물림 치수 허용차 및 키 홈 허용차로 키 고정하는 일반적인 방법입니다.
축 구멍, 키, 탭 가공을 규격화하고, 형번 만으로 주문할 수 있는 풀리 핏보어를 참조하십시오.
- ・알루미늄 풀리의 경우는 키홈면압 80N/mm2 이하, 또한 일방향 회전으로 사용해 주십시오.
- ・정역 회전으로 사용되는 경우는 록풀리를 사용해 주십시오.
(2) 마찰력으로 체결하는 방법
축 구멍 치수와 공차
축 구멍 및 축의 맞물림 치수 허용차(JIS B0401)
| 치수 범위 mm | 축 구멍의 치수 허용차 | 축의 치수 허용차 | ||
|---|---|---|---|---|
| H7 | H8 | h7 | h8 | |
| 3 이상 6 이하 | + 12~0 | + 18~0 | 0~-12 | 0~-18 |
| 6보다 10 이하 | + 15~0 | + 22~0 | 0~-15 | 0~-22 |
| 10이상 18이하 | + 18~0 | + 27~0 | 0~-18 | 0~-27 |
| 18보다 30 이하 | + 21~0 | + 33~0 | 0~-21 | 0~-33 |
| 30이상 50이하 | + 25~0 | + 39~0 | 0~-25 | 0~-39 |
| 50이상 80이하 | + 30~0 | + 46~0 | 0~-30 | 0~-46 |
| 80이상 120이하 | + 35~0 | + 54~0 | 0~-35 | 0~-54 |
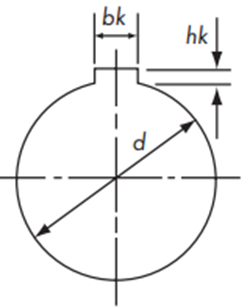
키 홈 치수 및 공차
핏보어 축구멍 완성품의 대표적인 치수・공차를 참고로 아래에 나타냅니다.
새로운 JIS 키 Js9
| 축 구멍 지름 | 키 치수 | 키 홈 깊이 d+hk |
홈 치수 허용차 bk |
|---|---|---|---|
| 10 이상 12 이하 | 4×4 | d + 1.8 | 4±0.0150 |
| 12보다 17 이하 | 5×5 | d + 2.3 | 5±0.0150 |
| 17보다 22 이하 | 6×6 | d + 2.8 | 6±0.0150 |
| 22보다 30 이하 | 8×7 | d + 3.3 | 8±0.0180 |
| 30이상 38이하 | 10×8 | d + 3.3 | 10±0.0180 |
| 38 이상 44 이하 | 12×8 | d + 3.3 | 12±0.0215 |
| 44 이상 50 이하 | 14×9 | d + 3.8 | 14±0.0215 |
| 50이상 58이하 | 16×10 | d + 4.3 | 16±0.0215 |
| 58 이상 65 이하 | 18×11 | d + 4.4 | 18±0.0215 |
| 65 이상 75 이하 | 20×12 | d + 4.9 | 20±0.0260 |
| 75 이상 85 이하 | 22×14 | d + 5.4 | 22±0.0260 |
| 85 이상 95 이하 | 25×14 | d + 5.4 | 25±0.0260 |
구 JIS 키 E9
| 축 구멍 지름 | 키 치수 | 키 홈 깊이 d+hk |
홈 치수 허용차 bk |
|---|---|---|---|
| 10 이상 13 이하 | 4×4 | d + 1.5 | 4 +0.050 |
| 13보다 20 이하 | 5×5 | d + 2.0 | 5 +0.050 |
| 20이상 30이하 | 7×7 | d + 3.0 | 7 +0.061 |
| 30이상 40이하 | 10×8 | d + 3.5 | 10 +0.061 |
| 40이상 50이하 | 12×8 | d + 3.5 | 12 +0.075 |
| 50이상 60이하 | 15×10 | d + 5.0 | 15 +0.075 |
| 60 이상 70 이하 | 18×12 | d + 6.0 | 18 +0.075 |
| 70 이상 80 이하 | 20×13 | d + 6.0 | 20 +0.092 |
| 80 이상 95 이하 | 24×16 | d + 8.0 | 24 +0.092 |
키홈 가공을 희망할 때는 치수 및 허용차를 지시해 주십시오.
지시가 없는 경우는 위 표의 허용차로 가공합니다.
풀리의 표면 처리
용도에 따라 각종 표면 처리가 가능하므로 검토해 주십시오.
| 표면 처리의 종류 | 효과 | 적용재질 |
|---|---|---|
| 블랙 염색 | 방청·장식 | 기계 구조용 탄소강 |
| 전기 아연 도금 | 방청·장식 | 기계 구조용 탄소강 |
| 무전해 니켈 린 도금 | 방청·장식 | 기계 구조용 탄소강 |
| 알루마이트 | 방청 | 알루미늄 합금 |
| 경질 알루마이트 | 방청・내마모 | 알루미늄 합금 |
표준 재고품 추가공
타이밍 풀리 풀리는 치부 외경을 척킹하여 축 구멍 가공해 주시는 것이 가장 좋은 방법입니다만, BF형 또는 B형의 표준풀리 치부 외경과 허브 외경의 동심도가 정확하게 가공되고 있으므로, 축 구멍 가공에 있어서는 허브 외경 척킹을 추천합니다.
또한 DF형 풀리를 가공할 때는 플랜지가 회전하므로 회전 방지를 위해 탭 구멍에 고정 나사를 넣어 가공해 주십시오.

BF형 척킹 예

플랜지부의 척킹은 절대 피해 주십시오.
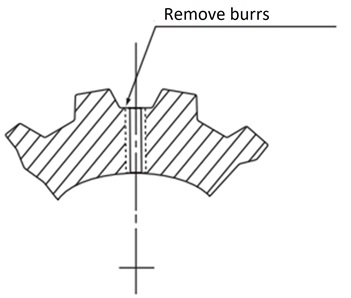
탭 가공
이뿌리로 가공할 경우에는 버, 카에리를 충분히 취해 주십시오. 발리, 카에리는 벨트에 손상을 줄 수 있으므로주의하시기 바랍니다. (허브 부착 풀리는 허브에 탭 가공해 주십시오.)