기술자료 드라이브 스프로킷 사용하기 전에
구조·재질· 이끝 사양·축 구멍 사양
1. 구조
RS 스프로킷은 JIS에 규정된 4가지 구조가 있습니다.
| 형식 기호 | A형 (평판형) |
B형 (편허브형) |
C형 (양 허브형) |
SD형 (싱글 듀얼) |
|---|---|---|---|---|
| 구조 |

|

|

|

|
| 강력 체인 (SUPER-H · HT 등) 다열 주1 | 단열 체인을 2개 동시에 걸 수 있는 형상 | |||
| HB형 | HC형 | |||
| 구조별로 구분 | 토크 리미터의 센터 멤버 등, 회전체에 설치하는 경우 등에 사용합니다. | 가장 범용적으로 사용할 수 있습니다. | 종동용 스프로킷 이나 B형에서는 키면압이 부족한 경우 등에 사용합니다. | 단열 체인을 2개 동시에 걸어 사용합니다. |
노트
1. 강력 체인 다열 (HB형, HC형)은 총치폭(가로 피치)이 표준과 다릅니다.
2. 재질
RS 스프로킷은 아래의 재질을 표준화하고 있습니다.
| 강종 | 재질 |
|---|---|
| 탄소강 | * 기계 구조용 탄소강 |
| 압연강 | * 일반 구조용 압연강 |
| 스테인레스 스틸 | * 오스테 나이트 스테인레스 스틸 |
| 수지 | *공학 플라스틱 (엔지니어링 플라스틱) |
| 소결 금 | *철계 소결합금(RS25 스프로킷의 일부에 사용) |
3. 이끝 사양
| 사양 | |
|---|---|
| 이끝 경화 사양 | 치아의 강도와 내마모 수명 향상이 필요한 경우 이끝 경화 스프로킷을 사용하십시오. TOUGH TOOTH는 모든 이끝 경화 처리를 하고 있습니다. |
| 이끝 (나마) 사양 | 이끝 부분의 경화는 하지 않습니다. RS 스프로킷의 큰 잇수 범위에서 이끝 부분은 원시 사양입니다. |
4. 축 구멍 사양
스프로킷을 상대축에 설치할 때의 축 구멍 사양은 아래와 같은 3종류가 있습니다.
| 시리즈 | 외관 | 사양 |
|---|---|---|
| 표준 파일럿 홀 |

|
|
| 핏보어 |

|
|
| 잠금 스프로킷 |

|
|
5. 롤러 체인 스프로킷 취급
5.1 이끝 경화
다음과 같은 사용 조건에서는 스프로킷 의 이끝을 경화해야합니다.
- 1. 잇수 24장 이내의 작은 잇수, 전동능력표 기재의 최고 회전 속도의 1/8 이상의 경우.
- 2. 속비가 4:1보다 큰 경우의 작은 스프로킷.
- 3. 저속 대하중의 경우.
- 4. 치아를 마모시키는 분위기의 경우.
5.2 잇수
고속축측 스프로킷 의 잇수 가능한 한 크게 할수록 원활한 전동이 됩니다.
일반적으로 잇수 15개 이상이 적당합니다. 그러나 속비가 크고 저속측 스프로킷 의 잇수 120 치를 넘으면 체인의 약간의 마모 신장에 의해 맞물림 불량을 일으킬 수 있습니다.
따라서 고속 측 스프로킷 의 잇수를 줄이도록 설계하십시오. 그 경우에도 13치 이상의 잇수를 추천합니다.
또한 극히 저속으로 충격이 걸리지 않는 경우에는 12치 이하의 잇수의 스프로킷도 사용할 수 있습니다.
5.3 추가공의 주의
1. 축 구멍 가공
- ・최대축 구멍 가공 치수
최대 축 구멍 마무리 가공 치수는 각 치수표에 기재되어 있는 최대 축 구멍 직경 이하가 됩니다.
또한 JIS 규격 키 이외를 사용하는 경우는 당사에 가공 내용을 지시해 주십시오. - ・가공 기준
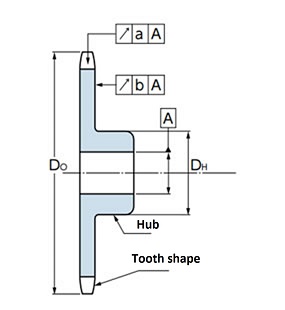
치형부의 외경 Do 또는 허브 외경 DH를 기준으로 가공해 주십시오.
이때, 이뿌리의 흔들림 a 및 치부 단면의 가로 흔들림 b는 아래 표의 값 이하가 되도록 확인해 주십시오.
| 이뿌리 저원 직경(df) | 90 이하 | 90을 넘어 190 이하 |
190을 넘어 850 이하 |
850 이상 1180 이하 |
1180년 넘어지는 것 |
|---|---|---|---|---|---|
| 이뿌리 흔들림 a | 0.15 | 0.0008df+0.08 | 0.76 | ||
| 가로 흔들림 b | 0.25 | 0.0009df+0.08 | 1.14 | ||
2. A형 스프로킷의 용접
A형 스프로킷에 허브를 용접하여 사용하는 것은 용접에 의한 변형, 치부 단면의 흔들림의 원인이 되어 품질을 유지할 수 없게 되는 경우가 있으므로 피해 주십시오.
또, A 이끝 경화 사양의 스프로킷은 용접에 의해 경도 저하의 우려가 있으므로 동일하게 용접을 피해 주세요.
3. 허브 외경 가공
허브 외경을 추가 가공하지 마십시오. 가공을 하는 경우는 당사에 문의해 주십시오.
5.4 스프로킷의 표면 처리
표준 스프로킷에 도금, 흑염색, 그 외의 표면 처리를 하는 경우는 아래와 같이 엄수해 주세요.
- ・방청유・방청 도료가 도포되어 있으므로, 완전히 제거합니다.
- ・ 이끝 경화 스프로킷에 전해 도금 등, 수소 취성 파괴의 우려가 있는 처리를 실시되는 경우는, 방지 처리를 충분히 실시합니다.
신 JIS 키
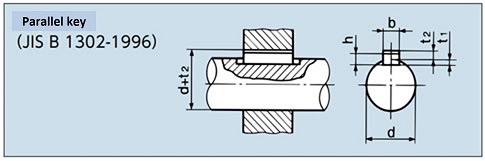
| 축 구멍 직경 d |
키 호칭의 치수 폭 × 높이 b×h |
키 홈 깊이 | |
|---|---|---|---|
| 축 t1 | 보스 d+t2 | ||
| 6보다 8 이하 | 2×2 | 1.2 | d + 1.0 |
| 8 〃 10 〃 | 3×3 | 1.8 | d + 1.4 |
| 10 〃 12 〃 | 4×4 | 2.5 | d + 1.8 |
| 12 〃 17 〃 | 5×5 | 3.0 | d + 2.3 |
| 17 〃 22 〃 | 6×6 | 3.5 | d + 2.8 |
| 20 〃 25 〃 | (7×7) | 4.0 | d + 2.3 |
| 22 〃 30 〃 | 8×7 | 4.0 | d + 3.3 |
| 30 〃 38 〃 | 10×8 | 5.0 | d + 3.3 |
| 38 〃 44 〃 | 12×8 | 5.0 | d + 3.3 |
| 44 〃 50 〃 | 14×9 | 5.5 | d + 3.8 |
| 50 〃 55 〃 | (15×10) | 5.0 | d + 5.3 |
| 50 〃 58 〃 | 16×10 | 6.0 | d + 4.3 |
| 58 〃 65 〃 | 18×11 | 7.0 | d + 4.4 |
| 65 〃 75 〃 | 20×12 | 7.5 | d + 4.9 |
| 75 〃 85 〃 | 22×14 | 9.0 | d + 5.4 |
| 80 〃 90 〃 | (24×16) | 8.0 | d + 8.4 |
| 85 〃 95 〃 | 25×14 | 9.0 | d + 5.4 |
| 95 〃 110 〃 | 28×16 | 10.0 | d + 6.4 |
| 110 〃 130 〃 | 32×18 | 11.0 | d + 7.4 |
| 125 〃 140 〃 | (35×22) | 11.0 | d + 11.4 |
| 130 〃 150 〃 | 36×20 | 12.0 | d + 8.4 |
| 140 〃 160 〃 | (38×24) | 12.0 | d + 12.4 |
| 150 〃 170 〃 | 40×22 | 13.0 | d + 9.4 |
| 160 〃 180 〃 | (42×26) | 13.0 | d + 13.4 |
| 170 〃 200 〃 | 45×25 | 15.0 | d + 10.4 |
| 200 〃 230 〃 | 50×28 | 17.0 | d + 11.4 |
| 230 〃 260 〃 | 56×32 | 20.0 | d + 12.4 |
| 260 〃 290 〃 | 63×32 | 20.0 | d + 12.4 |
| 290 〃 330 〃 | 70×36 | 22.0 | d + 14.4 |
| 330 〃 380 〃 | 80×40 | 25.0 | d + 15.4 |
| 380 〃 440 〃 | 90×45 | 28.0 | d + 17.4 |
| 440 〃 500 〃 | 100×50 | 31.0 | d + 19.5 |
구 JIS 키
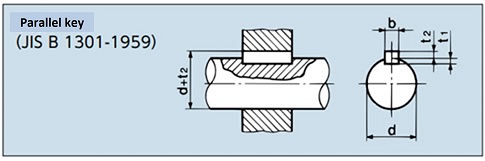
| 축 구멍 직경 d |
키 호칭의 치수 폭 × 높이 b×(t2+t1) |
키 홈 깊이 | |
|---|---|---|---|
| 축 t1 | 보스 d+t2 | ||
| 10 이상 13 이하 | 4×4 | 2.5 | d + 1.5 |
| 13 이상 20 〃 | 5×5 | 3.0 | d + 2.0 |
| 20 〃 30 〃 | 7×7 | 4.0 | d + 3.0 |
| 30 〃 40 〃 | 10×8 | 4.5 | d + 3.5 |
| 40 〃 50 〃 | 12×8 | 4.5 | d + 3.5 |
| 50 〃 60 〃 | 15×10 | 5 | d + 5 |
| 60 〃 70 〃 | 18×12 | 6 | d + 6 |
| 70 〃 80 〃 | 20×13 | 7 | d + 6 |
| 80 〃 95 〃 | 24×16 | 8 | d + 8 |
| 95 〃 110 〃 | 28×18 | 9 | d + 9 |
| 110 〃 125 〃 | 32×20 | 10 | d + 10 |
| 125 〃 140 〃 | 35×22 | 11 | d + 11 |
| 140 〃 160 〃 | 38×24 | 12 | d + 12 |
| 160 〃 180 〃 | 42×26 | 13 | d + 13 |
| 180 〃 200 〃 | 45×28 | 14 | d + 14 |
| 200 〃 224 〃 | 50×31.5 | 16 | d + 15.5 |
| 224 〃 250 〃 | 56×35.5 | 18 | d + 17.5 |
