기술자료 링 취급
죠 플렉스 커플링 L 시리즈 취급
파일럿 홀
1. 축 구멍 가공, 키 홈 가공
파일럿 홀 품에서 구멍 가공, 키 홈 가공을 하는 경우는, 이하의 순서대로 실시해 주세요.
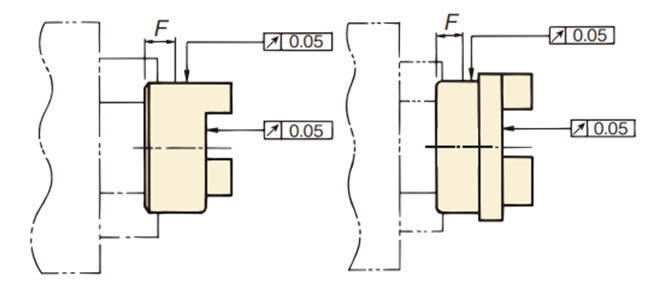
- (1) 허브 외경을 척킹하여 그림 1과 같이 심출을 하여 가공해 주십시오.
소결 허브 타입 및 도금 사양 허브는 철계 소결합금으로 스팀 처리를 하고 있으므로 절삭용 바이트에는 초경재(JIS기호 9-20, K-01)의 사용을 추천합니다. (L190, L225는 주철입니다.) - (2) 키홈은 손톱부를 피한 위치로 가공해 주십시오. 탭 크기와 위치는 표 4를 권장합니다.
- (3) 축 구멍 가공 공차는 표 5와 같이 헐거운 끼워맞춤 공차를 권장합니다. 억지끼워맞춤 파워록과 같이 내부 인장 응력이 발생하는 설치 방법은 피해 주십시오.
그림 1. 축 구멍 가공도
| 어울리는 | 어울리는 | 어울리는 | |||
|---|---|---|---|---|---|
| 축 공차 | 구멍 공차 | 축 공차 | 구멍 공차 | 축 공차 | 구멍 공차 |
| h6 h7 |
H7 | j6 j7 |
G7 | k6 k7 |
F7 |
| 소결 허브 타입, 도금 사양 | 알루미늄 허브 타입 | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 사이즈 | L035 | L050 | L070 | L075 | L090 | L095 | L099 | L100 | L110 | L150 | L190 | L225 | L050A | L070A | L075A | L090A | L095A | L100A | L110A | |
| L035F | L050F | L070F | L075F | L090F | L095F | L099F | L100F | L110F | L150F | L190F | L225F | |||||||||
| 탭 사이즈 | M3 | M4 | M5 | M5 | M6 | M6 | M6 | M6 | M8 | M8 | M8 | M8 | M4 | M5 | M5 | M6 | M6 | M6 | M8 | |
| F(mm) | 3.0 | 8.00 | 9.5 | 10.5 | 10.5 | 12.5 | 13.5 | 12.5 | 20.5 | 17.5 | 25.5 | 25.5 | 8.0 | 9.5 | 10.5 | 10.5 | 10.5 | 17.0 | 20.5 | |
2. 설치
- (1) 양쪽 축에 허브와 키를 끼웁니다. 이때 허브나 키를 두드리지 마십시오. 키는 잘 헹굼을 실시하십시오.
- (2) 고정 나사는 2곳에서 고정하십시오.
- (3) 허브의 한쪽에 인서트를 끼웁니다.
- (4) 양쪽 허브가 폴 끝면과 인서트 단면이 동일 평면이 되도록 조립해 주십시오. (그림 2)
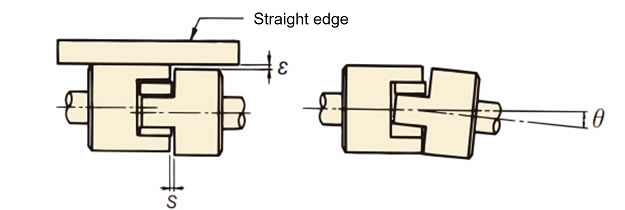
- (5) 이때 그림 3과 같이 S치수(표 6)가 원주상에서 균등하게 되도록 세트하여 편각(각도 오차)을 수정해 주십시오. 허용 편각 (각도 오차) θ는 표 6을 참조하십시오.
- (6) 또, 그림 3과 같이 스트레이트 엣지를 허브 외주에 대고, 또 약 90° 떨어진 2곳에서 표 6의 ε값 이하로 해 주십시오. 인서트의 수명은 배수 정밀도에 크게 영향을 받습니다.
그림 2
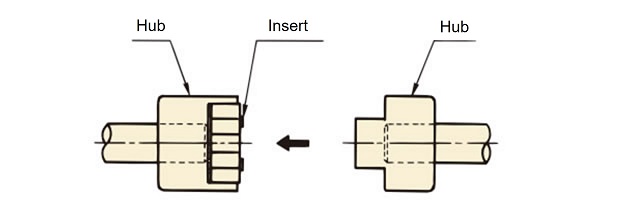
그림 3. 배려도
| 사이즈 | 소결 허브 | L035 | L050 | L070 | L075 | L090 | L095 | L099 | L100 | L110 | L150 | L190 | L225 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 도금 사양 | L035F | L050F | L070F | L075F | L090F | L095F | L099F | L100F | L110F | L150F | L190F | L225F | |
| 알루미늄 허브 | L050A | L070A | L075A | L090A | L095A | L100A | L110A | ||||||
| 허용편심(평행오차)ε(mm) | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | 0.38 | |
| 허용 편각 (각도 오차) (θ °) | S,M 타입 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| H타입 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | |
| S(mm) | 표준 치수 | 0.6 | 1.9 | 1.7 | 1.7 | 1.7 | 1.7 | 1.7 | 1.9 | 2.3 | 2.0 | 2.3 | 2.3 |
| 엔드 플레이 (축 방향 변위) | ±0.3 | ±0.5 | ±0.5 | ±0.5 | ±0.5 | ±0.5 | ±0.5 | ±0.7 | ±0.7 | ±0.7 | ±1.0 | ±1.0 | |
※알루미늄 허브 타입은 M타입, H타입에서도 사용하실 수 있습니다만, 전달 토크는 S타입과 바뀌지 않습니다.
- (7) 회전속도가 2000r/m를 넘는 경우는 ε과 θ의 값은 표 6의 절반 이하를 권장합니다.
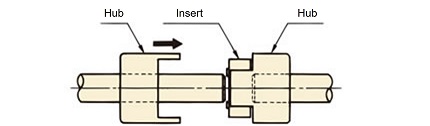
- (8) 다른 설치 순서로서 그림 4와 같이 양쪽 허브가 손톱의 단면과 인서트 단면이 동일 평면이 되도록 축상을 이동시키는 방법도 있습니다. 의심의 방법은, (5)·(6)와 같이 실시해 주세요. 심출 후, 고정 나사 2곳을 오른쪽 표(표 7)의 체결 토크로 단단히 체결해 주십시오.
- (9) 고정 나사에는 풀림 방지를 위해 금속용 접착제의 사용을 권장합니다.
(권장 접착제: 록타이트 262)
그림 4
| 고정 나사 사이즈 |
M3 | M4 | M5 | M6 | M8 | M10 | M12 |
|---|---|---|---|---|---|---|---|
| 조임 토크 N·m{kgf·m} |
0.78 {0.08} |
1.86 {0.19} |
3.63 {0.37} |
6.66 {0.68} |
16.2 {1.65} |
29.4 {3.0 } |
54.9 {5.6 } |
구멍 가공 허브
1. 설치 전 확인
- (1) 허브 현품에 축 구멍 직경, 키의 종류(J:신 JIS 키 보통형, E:구 JIS 키 2종)를 표시하고 있으므로, 주문의 사이즈로 축 구멍 직경, 키의 종류를 확인해 주십시오.
- (2) 고정 나사 2개가 부속되어 있습니다.
- (3) 축 구멍 직경 Φ11 이하는 키 홈이 없으므로 고정 나사 2 개로 설치합니다.
- (4) 허브를 설치하는 축경의 공차는 표 8의 권장 공차대로인 것을 확인해 주십시오.
| 어울리는 | 어울리는 | 어울리는 | |||
|---|---|---|---|---|---|
| 축 공차 | 구멍 공차 | 축 공차 | 구멍 공차 | 축 공차 | 구멍 공차 |
| h6 h7 |
H7 | j6 j7 |
G7 | k6 k7 |
+ 0.040 + 0.015 |
2. 설치
위의 파일럿 홀 제품 설치 섹션을 참조하십시오.
3. 사용 환경
- · 가능한 한 통풍이 잘되는 먼지와 습기가 적은 곳에서 사용하십시오.
- ・부식성의 액체나 가스가 있는 장소, 인화성・폭발성이 있는 장소에서의 사용은 피해 주세요.
- ・옥외에서의 사용은 피해 주세요.
4. 점검
실제 운전에 들어가 1~2시간 후에 편각(각도 오차)과 편심(평행 오차)을 다시 체크해 주십시오.
또한 정기적으로(예를 들어 반년~1년마다) 부품의 이상이나 인서트의 마모를 확인해 주십시오.
인서트는 소모품입니다. 정기적으로 교환하십시오.
