기술자료 감속기 웜 감속기 취급
이 절에서는 EWJ, EWJM (R), EW, EWM (R), SWJ, SWJM (R), SW, SWM (R) 및 TD 시리즈 취급에 관한 일반 사항에 대해 설명합니다.
자세한 내용은 제품에 첨부되어 있습니다 취급설명서를 참조하십시오.
4. 설치
주위 온도가 0℃~40℃에서 가능한 한 통풍이 잘 되는 먼지나 습기가 적은 곳에 설치해 주십시오.
부식성 액체나 가스가 있는 장소, 인화성·폭발성이 있는 장소에서의 사용은 피해 주십시오.
또, 옥외등에서 사용시에는, 비등이 직접 걸리지 않도록 커버등을 붙여 사용해 주십시오.
- (1) 감속기의 피동축에의 설치·분리시에 기계·장치의 전원을 반드시 끄고 작업해 주십시오.
- (2) 감속기의 피동축에의 설치·분리시에 반드시 감속기 케이싱 상면의 매달기 볼트를 이용하여 입출력축에는 와이어 등 절대로 걸지 마십시오.
- (3) 감속기의 피동축에의 설치·분리시에 감속기의 밸런스를 취하여 안정 상태에 있는 것을 확인해 주십시오. 불균형 상태에서의 작업은 감속기가 회전하여 매우 위험합니다. 반드시 안정 상태를 확보하십시오.
- (4) SWJ25~63, SWJM(R) 35~63에는 매달기 볼트가 없으므로 감속기를 양손으로 잡고 출력축을 피동축과 평행하게 한 상태에서 피동축에 삽입, 피동축에서 빼내십시오.
4-1. 출력 중실축 타입
출력축 중실 타입의 설치는 다리 설치(EWJ·EWJM(R)·EW·EWM(R)·TD-S)와 플랜지 설치(SW·SWM80~200)의 2가지가 있습니다.
4-1-1. 다리 설치의 경우(EWJ・EWJM(R)・EW・EWM(R)・TD-S)
- ・표준의 설치 방향인지를 확인해 주십시오.
- ・설치 방향이 표준 이외의 경우, 유량 및 일부 윤활 방식이 다르므로, 도면을 참조하거나 문의해 주십시오.
- ・설치의 기준면은, 무리가 걸리지 않도록 평활하고 충분히 강고한 것으로 하고, 설치 각도는 ±1° 이내로 해 주십시오.
- ・설치 볼트는 JIS 강도 구분 10.9T 상당품을 사용해 주십시오.
설치 권장 볼트
EWJ・EWJM 사이즈 EWJ25 EWJ35 EWJ42 EWJ50 EWJ63 EWJ70 추천 볼트 M6×15 M8×15 M10×20 M8×25 M10×30 M12×35 EW・EWM 사이즈 EW80 EW100 EW125 EW150 EW175 EW200 추천 볼트 M12×40 M14×45 M16×55 M20×60 M20×70 M24×80 TD-S 사이즈 TD125 TD150 TD175 TD200 TD225 TD250 TD280 TD315 추천 볼트 M16×55 M20×60 M20×70 M24×80 M24×80 M30×100 M30×100 M30×110 - ・하우징에 변형을 일으키는 설치는 절대로 피해 주십시오.
- ・감속기는 윤활유를 봉입의 상 출하하고 있습니다. 운반시의 유출 방지를 위해, 급유구는 플러그로 마개를 하고 있으므로, 사용전에 「플러그 마개」를 부속의 「압축 벤트」로 바꿔 주세요. 플러그 마개 그대로 연속 운전을 하면 내압이 상승하여 오일 씰부에서 기름이 새는 경우가 있습니다.
주) EWJ25~70・EWJM42~70(고감속 포함) 및 SWJ25~70・SWJM35~70에는 압력 벤트가 필요 없으므로, 입하 시의 상태에서 사용해 주십시오.
4-1-2. 플랜지 설치의 경우(EWJ25~42・EWJM(R)42・SW80~200・SWM(R)80~200)
감속기의 고정은 감속기 케이스 플랜지면을 이용합니다. 다음 사항에 유의하십시오.
1. SW・SWM(R)의 출력 중실축 타입의 경우
- (1) 감속기의 고정에는 케이스 플랜지면 탭을 이용하고, 위치 결정에는 케이스 인로우를 이용해 주십시오.
- (2) 피동축의 레이디얼 방향의 심흔들, 입출력의 연결, 각도를 조정하여 감속기를 설치해 주십시오.
- (3) 플랜지면의 권장 볼트 사이즈는 아래 표를 참조하십시오. (표 안의 볼트 사이즈: 깊이는 탭 깊이입니다.)
주) 케이스 인로우를 사용하지 않고 입출력의 연결을 먼저 실시한 후 플랜지면을 고정한 경우에는 샤프트, 베어링에 예기치 않은 하중이 발생하여 감속기의 수명을 단축시킬 우려가 있습니다.
플랜지면의 추천 볼트 사이즈
감속기 크기 SW80 SW100 SW125 SW150 SW175 SW200 볼트 사이즈 M10 깊이 20 M10 깊이 20 M12 깊이 25 M12 깊이 25 M14 깊이 30 M16 깊이 30 설치 PCD 180 205 255 300 350 380 설치 개수 6개소 등배 6개소 등배 6개소 등배 8개소 등배 8개소 등배 8개소 등배
2. EWJ25~42・EWJM(R)42의 경우
감속기 본체를 바닥이나 벽면에 설치하는 경우에는 다음 사항에 주의하십시오.
- (1) 감속기의 고정에는 플랜지면의 설치 구멍을 이용해 주십시오. 감속기의 설치면보다 케이스 단면이 나오고 있으므로, 감속기 본체와 설치면 사이에 반드시 아래 표, 그림과 같이 클리어런스(ΦD, t) 이상을 확보해 주십시오.
- (2) 피동축의 레이디얼 방향의 심흔들, 입출력의 연결, 각도를 조정하여 감속기를 설치해 주십시오.
- (3) 감속기의 플랜지면의 권장 볼트 사이즈 및 피치는 아래 표를 참조하십시오.
주) 입출력의 연결을 먼저 실시한 후 플랜지면을 고정한 경우에는 샤프트, 베어링에 예기치 않은 하중이 발생하여 감속기의 수명을 단축시킬 우려가 있습니다.
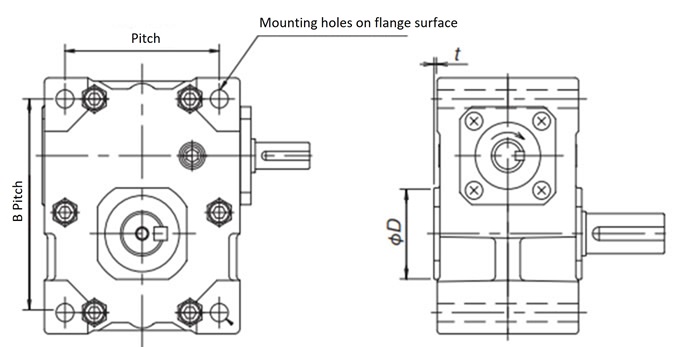
설치면에 필요한 클리어런스량
| 사이즈 | ΦD | t |
|---|---|---|
| EWJ25 | 46 | 3 |
| EWJ35 | 48 | 1.5 |
| EWJ42 | 63 | 3 |
설치 볼트 사이즈, 개수, 피치
| 사이즈 | 장착 볼트 크기 | 피치 A |
피치 B |
|---|---|---|---|
| EWJ25 | M6×60 4개 | 57 | 76 |
| EWJ35 | M8×80 4개 | 71 | 96 |
| EWJ42 | M10×90 4개 | 88 | 111 |
추천 체결 토크
| 사이즈 | 조임 토크 (N · m) |
조임 토크 {kgf·m} |
|---|---|---|
| EWJ25 | 4.9 ~ 5.9 | 0.5 ~ 0.6 |
| EWJ35 | 12 ~ 14 | 1.2 ~ 1.4 |
| EWJ42 | 24 ~ 27 | 2.4 ~ 2.7 |
4-2. 출력 중공축 타입
감속기의 회전 정지의 방법으로서 「토크 암 설치」, 「플랜지 설치」 「다리 설치(EW-H(출력 중공축 타입)만)」의 3가지 방식이 있습니다. 피동축의 축경 공차는 g7을 권장합니다.
- (1) 피동축에 감속기의 삽입시에 피동축의 외주부 및 감속기의 출력 중공축 내부에 상처나 먼지가 없는지 반드시 확인해 주십시오.
- (2) 삽입을 용이하게하기 위해 피동축에 그리스 또는 이황화 몰리브덴 등을 도포하십시오.
- (3) 삽입이 단단한 경우에는 출력 중공축의 단면을 소프트 해머로 가볍게 두드려 삽입해 주십시오. 또한, 이때 오일 씰에 흠집이 생기지 않도록 충분히 주의해 주십시오.
- (4)중공축 키홈은, 신 JIS 병급으로 완성하고 있습니다. 키 길이에 대해서는 아래와 같이 「권장 피동축 길이」를 참고해 주십시오.
권장 피동축 길이 (아래 그림 1, 그림 2 참조)
| 시리즈 | SWJ | SW・EW | SW・EW・TD | TD | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 감속기 크기 | 25 | 35 | 42 | 50 | 63 | 70 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 280 | 315 |
| 출력 축 길이: A | 60 | 70 | 80 | 108 | 128 | 130 | 148 | 174 | 200 | 250 | 270 | 290 | 320 | 356 | 404 | 454 |
| 추천 피동축 길이: L | 58 | 68 | 78 | 89 | 109 | 106 | 122 | 146 | 170 | 220 | 238 | 258 | 272 | 303 | 344 | 386 |
4-2-1. 토크 암 설치·제거
1. 설치 절차
주) 입력 양축 타입의 감속기를 라인 샤프트로 연결하는 설치는 피해 주십시오.
- (1) 감속기에 토크 암을 볼트로 설치하십시오. 주) 토크 암을 구입하시는 경우는 부속의 볼트를 사용해 주십시오. 고객이 토크 암을 제작하는 경우에는 강도 구분 10.9 상당 볼트를 사용해 주십시오.
- (2) 피동축에 감속기를 삽입하십시오.
- (3) 피동축에 감속기를 축 방향으로 고정하십시오.
- ・SWJ25~42의 경우, 그림 1과 같이 출력축단에 엔드 플레이트로 고정하는 것을 추천합니다.
- ・SWJ50~70 ・SW80~200 ・EW80-H~200-H(출력 중공 타입) ・TD125H~315H의 경우 그림 2와 같이 출력 중공축의 스냅링 홈을 사용하여 스톱링과 엔드 플레이트로 고정하는 것을 권장합니다. (출력 중공축 상세 치수는 제품 페이지를 참조하십시오.)
- (4) 감속기의 설치 자세가 정해진 후, 감속기가 피동축과 함께 회전하지 않도록 토크 암을 고정하십시오. 이때 토크 암은 축 방향으로 자유도를 갖게 하십시오.
- 주) 감속기보다 먼저 토크 암의 선단을 고정하면 감속기의 파손으로 이어질 가능성이 있으므로 주저해도 작업 순서를 지켜 주십시오. (EW80-H~200-H는 다리 부착입니다. 출력 중공축과 피동축을 고정한 후 피동축을 지지하는 베어링 위치를 설정해 주십시오.)
- 주) 엔드 플레이트의 제작은 빼기 플레이트를 겸용시킨 하기 표 1의 치수・형상을 권장합니다.
그림 1 SWJ25~42
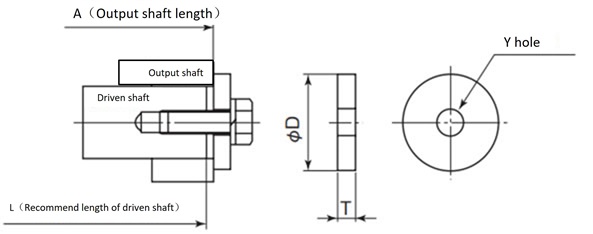
그림 2 SWJ50~70・SW80~200
EW80-H~200-H・TD125H~315H
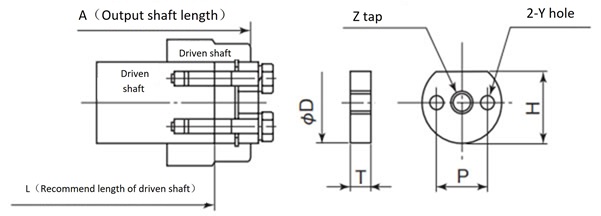
표 1 엔드 플레이트(빼기 플레이트 겸용) 추천 치수
| 사이즈 | 출력축 구멍 직경 |
플레이트 추천 치수 | 플레이트용 볼트 (스프링 와셔 포함) |
정지 링 사이즈 |
|||||
|---|---|---|---|---|---|---|---|---|---|
| ΦD | T | H | Z | Y 키리 | P | ||||
| SWJ25 | Φ12 | 16 | 4.5 | - | - | 5.5 | - | 1-M5×15 | - |
| SWJ35 | Φ20 | 26 | 6 | - | - | 9 | - | 1-M8×25 | - |
| SWJ42 | Φ25 | 32 | 6 | - | - | 9 | - | 1-M8×25 | - |
| SWJ50 | Φ30 | 29.6 | 9 | 25 | M12 | - | - | 1-M10×40 | C 30 |
| SWJ63 | Φ35 | 34.6 | 9 | 30 | M12 | - | - | 1-M10×40 | C 35 |
| SWJ70 | Φ40 | 39.6 | 12 | 34 | M12 | 2- 6.6 | 24 | 2-M6×40 | C 40 |
| EW/SW80 | Φ50 | 49.6 | 12 | 44 | M16 | 2- 9 | 30 | 2-M8×45 | C 50 |
| EW/SW100 | Φ55 | 54.6 | 14 | 48 | M16 | 2-11 | 32 | 2-M10×55 | C 55 |
| EW/SW125 | Φ70 | 69.5 | 14 | 62 | M24 | 2-14 | 44 | 2-M12×60 | C 70 |
| EW/SW150 | Φ80 | 79.5 | 17 | 70 | M24 | 2-14 | 52 | 2-M12×65 | C 80 |
| EW/SW175 | Φ90 | 89.5 | 17 | 80 | M30 | 2-14 | 60 | 2-M12×65 | C 90 |
| EW/SW200 | Φ100 | 99.5 | 17 | 89 | M30 | 2-18 | 65 | 2-M16×75 | C100 |
| TD125 | Φ70 | 69.5 | 14 | 62 | M24 | 2-14 | 44 | 2-M12×60 | C 70 |
| TD150 | Φ80 | 79.5 | 17 | 70 | M24 | 2-14 | 52 | 2-M12×65 | C 80 |
| TD175 | Φ90 | 89.5 | 17 | 80 | M30 | 2-14 | 60 | 2-M12×65 | C 90 |
| TD200 | Φ100 | 99.5 | 17 | 89 | M30 | 2-18 | 65 | 2-M16×75 | C100 |
| TD225 | Φ110 | 109.6 | 20 | 99 | M30 | 2-18 | 65 | 2-M16×85 | C110 |
| TD250 | Φ125 | 124.4 | 20 | 113 | M30 | 2-18 | 70 | 2-M16×85 | C125 |
| TD280 | Φ130 | 129.4 | 24 | 118 | M36 | 2-22 | 80 | 2-M20×100 | C130 |
| TD315 | Φ160 | 159.4 | 24 | 146 | M36 | 2-22 | 85 | 2-M20×100 | C160 |
2. 제거 순서
- (1) 감속기를 매달아 볼트를 이용하여 매달아 주십시오.
- (2) 피동축에 감속기를 고정(축 방향)하고 있는 엔드 플레이트의 볼트를 풀어 주십시오.
- (3) 축의 회전 방향을 멈추고있는 토크 암의 선단을 자유롭게하십시오.
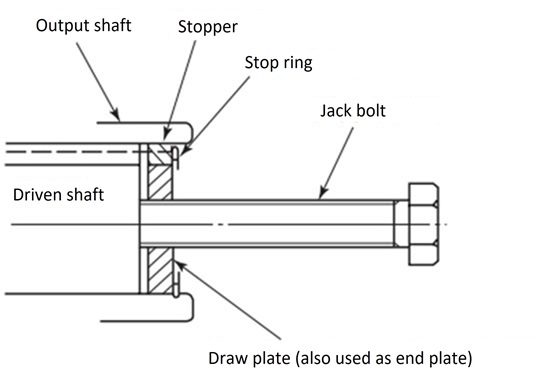
- (4) 케이스와 출력 중공축 사이에 여분의 힘이 가해지지 않도록 피동축에서 출력 중공축을 뽑아 주십시오. 빼기 플레이트(표 1)와 잭 볼트(표 2)를 준비 받고, 그림 3의 요령으로 잭 볼트를 설치하면 부드러운 제거가 가능합니다.
표 2 잭 볼트 치수
| 사이즈 | 출력축 홀 직경 | 잭 볼트 (총 나사) |
사이즈 | 출력축 홀 직경 | 잭 볼트 (총 나사) |
|---|---|---|---|---|---|
| SWJ50 | Φ30 | M12×80 | TD125H | Φ70 | M24×150 |
| SWJ63 | Φ35 | M12×80 | TD150H | Φ80 | M24×150 |
| SWJ70 | Φ40 | M12×80 | TD175H | Φ90 | M30×180 |
| EW/SW 80 | Φ50 | M16×100 | TD200H | Φ100 | M30×180 |
| EW/SW100 | Φ55 | M16×100 | TD225H | Φ110 | M30×180 |
| EW/SW125 | Φ70 | M24×150 | TD250H | Φ125 | M30×180 |
| EW/SW150 | Φ80 | M24×150 | TD280H | Φ130 | M36×250 |
| EW/SW175 | Φ90 | M30×180 | TD315H | Φ160 | M36×250 |
| EW/SW200 | Φ100 | M30×180 |
그림 3 잭 볼트 설치 요령
4-2-2. 플랜지 설치·제거
1. 설치 절차
피동기에 감속기를 고정하는 경우 (레이디얼 하중이 감속기에 작용하지 않는 경우)
- (1) 피동축에 감속기를 삽입하십시오.
- (2) 고정시에는 케이스의 플랜지면 탭을 이용합니다.
- ・SWJ25~42의 경우 플랜지면의 구멍을 이용하여 볼트로 고정해 주십시오.
- ・볼트 사이즈, 설치 치수, 피치 등은 상기 4-1-2.의 2항의 표, 그림을 참조해 주십시오.
- (3)위치결정에는 케이스의 인로의 이용을 추천합니다. (SWJ25에는 인로우가 없습니다.)
주) 플랜지 설치에는 엔드 플레이트가 필요하지 않습니다.
엔드 플레이트로 출력 중공축을 고정하면 출력 중공축의 베어링에 스러스트력을 주어 베어링을 손상시킬 수 있습니다.
피동기에 감속기 플랜지 부착으로 고정하는 경우(레이디얼 하중이 감속기에 작용하는 경우)
- (1) 피동축에 감속기를 삽입하십시오.
- (2) 피동축의 레이디얼 방향의 심 흔들림을 조정하고, 축 방향은 자유로운 상태에서 감속기를 설치하십시오.
- (3) 감속기의 고정에는 케이스의 플랜지면 탭의 이용, 위치 결정에는 케이스의 인로우의 이용을 추천합니다. (SWJ25에는 인로우가 없습니다.)
- (4) 감속기를 고정한 후 피동축의 축 방향을 고정하십시오.
주) 피동축측의 축방향을 먼저 고정하면 중공축의 베어링에 스러스트력을 주어 베어링을 손상시킬 가능성이 있습니다.
2. 제거 순서
피동기에 감속기가 고정되어 있는 경우(레이디얼 하중이 감속기에 작용하지 않는 경우)
- (1) 피동기와 감속기를 고정하고 있는 플랜지 볼트를 풀어 주십시오.
- (2) 케이스와 출력 중공축 사이에 여분의 힘이 가해지지 않도록 피동축에서 출력 중공축을 뽑아 주십시오. 빼기 플레이트(표 1)와 잭 볼트(표 2)를 준비 받고, 그림 3의 요령으로 잭 볼트를 설치하면 부드러운 제거가 가능합니다.
피동기에 감속기 플랜지 부착으로 고정하는 경우(레이디얼 하중이 감속기에 작용하는 경우)
- (1) 피동축을 균형 잡힌 안정 상태로 유지하십시오.
- (2) 피동기와 감속기를 고정하고 있는 플랜지 볼트를 풀어 주십시오.
- (3) 케이스와 출력 중공축 사이에 여분의 힘이 가해지지 않도록 피동축에서 출력 중공축을 뽑아 주십시오. 빼기 플레이트(표 1)와 잭 볼트(표 2)를 준비 받고, 그림 3의 요령으로 잭 볼트를 설치하면 부드러운 제거가 가능합니다.
4-2-3. 다리 설치의 설치·분리(EW-H 출력 중공축 타입)
설치, 분리는 4-1-1항의 다리 설치 및 4-2-1항의 토크 암 설치, 4-2-2항의 플랜지 설치를 참고하여 피동기와 감속기의 배출을 확실히 실시해 주십시오.
주의를 잘못하면 예기치 않은 하중이 발생하여 베어링, 샤프트 등이 파손될 우려가 있습니다.
