기술자료 기계식 과부하 보호 기기 취급
쇼크 가드 TGX 취급
1. 트립 토크 설정
- (1) 쇼크 가드 TGX는 출하 시에는 모두 min.포인트(min.토크값)에 토크 설정을 하고 있습니다. 표시기가 토크 눈금의 0을 표시하는지 확인하십시오.
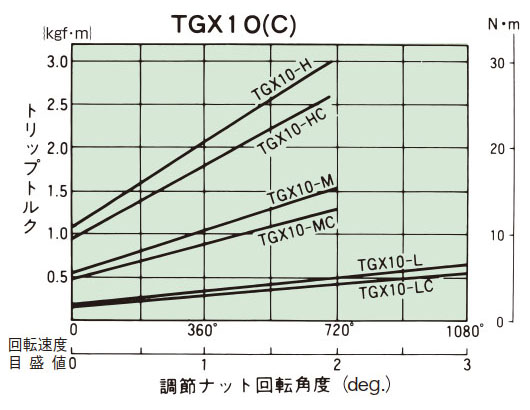
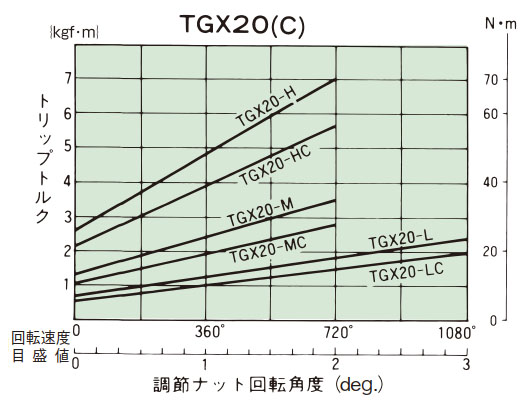
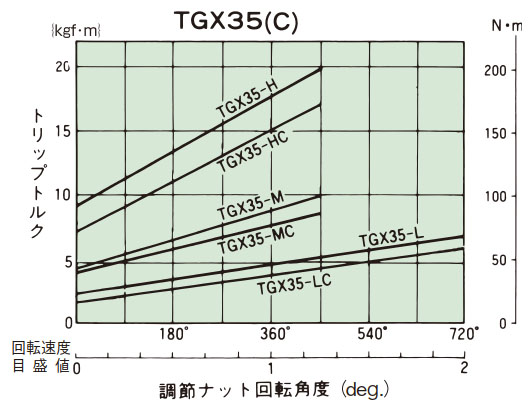
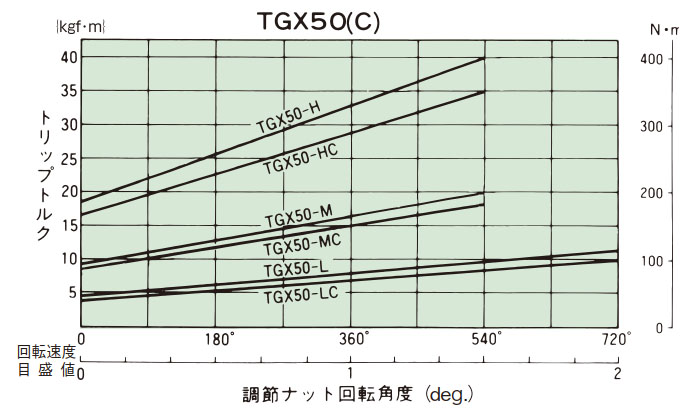
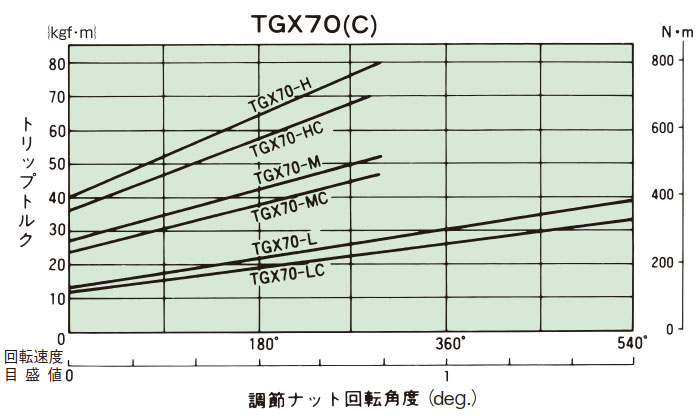
(취급설명서를 참조하십시오.) - (2) 체결량 - 토크 상관도 (아래 표)에서 미리 결정된 트립 토크에 해당하는 조절 너트 (볼트)의 체결 각도를 읽어 체결하십시오. 토크 눈금의 한 눈금은 60 °입니다. 처음에는 상관도에서 읽은 체결값의 60°정도 앞에 놓고 기계에 설치하여 트립 테스트를 실시하여 순차적으로 포기하고 최적의 트립 토크로 설정하십시오. 제품의 트립 토크는 아래 표의 체결량-토크 상관도와 반드시 일치하지 않으므로 기준으로 사용해 주십시오.
- (3) 토크 설정이 끝나면 조절 너트에 록 스크류를 체결하여 풀림 방지로 해 주십시오.
- (4)조절 너트(볼트)는 토크 눈금의 최대값 이상은 돌리지 마십시오. 트립시에 접시 스프링 휨의 여유가 없어져 락 상태가 됩니다. 록 스크류의 체결 토크와 주의점에 대해서는 여기를 참조하십시오.
체결량 - 토크 상관도
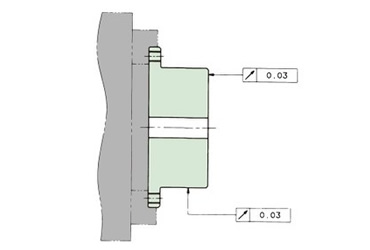
2. 배려 방법
- (1)심리 방법 I
- a. 플랜지를 보스 및 센터 플랜지에서 분리합니다.
- b. 이동시킨다. I치수의 측정을 한다. (표 1)
- c. 다이얼 게이지를 축에 고정하고 허브의 측면과 외주에서 흔들림을 측정합니다.
- (2)심리 방법 II
- a. 플랜지와 센터 플랜지를 분리한다.
- b. 축에 다이얼 게이지를 고정하고 허브의 측면과 외주에서 흔들림을 측정합니다.
- c. 보스를 움직입니다. I치수의 측정을 한다. (표 1)
| 주의 | 반드시 표 1의 I치수로 설치해 주십시오. 비 백래시에서 사용할 수없는 경우가 있습니다. |
표 1
| 형번 | I 치수 mm |
|---|---|
| TGX10-C | 2 |
| TGX20-C | 3 |
| TGX35-C | 3 |
| TGX50-C | 4 |
| TGX70-C | 4 |

허용 미스 정렬량
| 형번 | 허용 미스 정렬 | ||
|---|---|---|---|
| 편각 deg. | 편심 mm | 엔드 플레이 mm | |
| TGX10-C | 0.6 | 0.1 | ±0.5 |
| TGX20-C | 0.6 | 0.1 | ±0.5 |
| TGX35-C | 0.6 | 0.1 | ±0.5 |
| TGX50-C | 0.6 | 0.1 | ±0.6 |
| TGX70-C | 0.6 | 0.1 | ±0.7 |
참고 각도 오차 θ=0.1°당 허브 측면 흔들림 값
| 형번 | 외경 mm | 허브 흔들림 값 mm |
|---|---|---|
| TGX10-C | Φ53 | 0.092 |
| TGX20-C | Φ75 | 0.131 |
| TGX35-C | Φ98 | 0.171 |
| TGX50-C | Φ138 | 0.241 |
| TGX70-C | Φ177 | 0.309 |
※ 각도 오차는 가능한 한 작아지도록 설치해 주십시오.
3. 축 구멍 가공
쇼크 가드 TGX, 커플링 타입 TGX-C의 축 구멍 가공시의 분해, 가공, 조립에 대해서는 취급설명서를 참조해 주십시오.
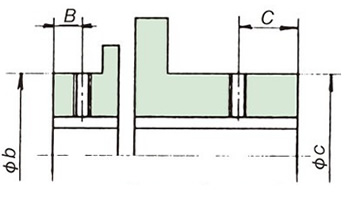
| 형번 | 치수 | |||||
|---|---|---|---|---|---|---|
| A×나사 직경 | B×나사 직경 | C×나사 직경 | a mm | b mm | c mm | |
| TGX10 | 21×M4 이하 | - | - | 30 | - | - |
| TGX20 | 20.5×M5 이하 | - | - | 40 | - | - |
| TGX35 | 20.5×M6 | - | - | 55 | - | - |
| TGX50 | 24.5×M6 | - | - | 80 | - | - |
| TGX70 | 25×M6 | - | - | 100 | - | - |
| TGX10-C | - | 8×M4 이하 | 21×M4 이하 | - | 33 | 30 |
| TGX20-C | - | 12×M8 이하 | 20.5×M5 | - | 55 | 40 |
| TGX35-C | - | 11×M10 이하 | 20.5×M6 | - | 70 | 55 |
| TGX50-C | - | 13×M10 이하 | 24.5×M6 | - | 92 | 80 |
| TGX70-C | - | 15×M10 이하 | 25×M6 | - | 116 | 100 |

쇼크 가드
커플링 타입
보스 단면을 척킹하고 아래 그림과 같이 마음을 내밀어 가공을 실시해 주십시오.
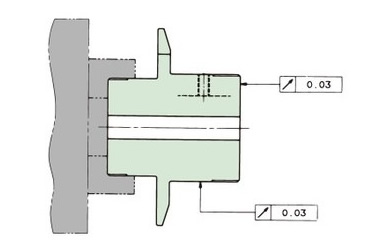
플랜지 외경을 척킹하고 아래 그림과 같이 심출을 실시하여 가공을 실시해 주십시오.